

× メニューを閉じる

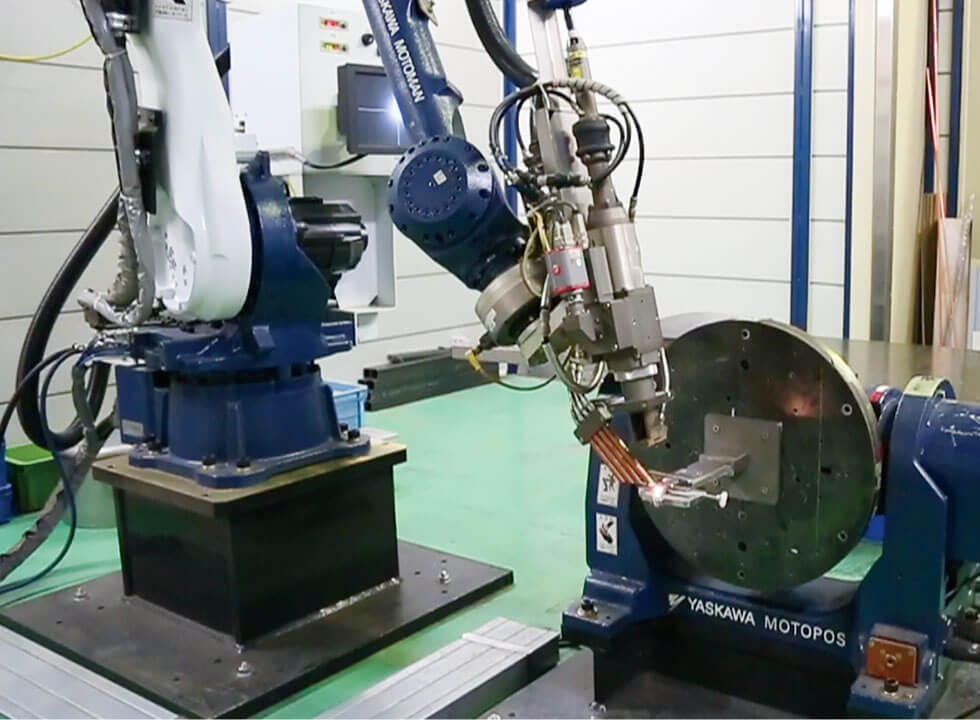
■三次元YAGレーザロボット溶接機
SUS304 t0.8 TIGによる手加工では難易度が高い溶接ですが、ロボットでは出力、送り速度、直線度が数値制御出来るため、安定した溶接が可能となります。
動画をご覧いただけます。
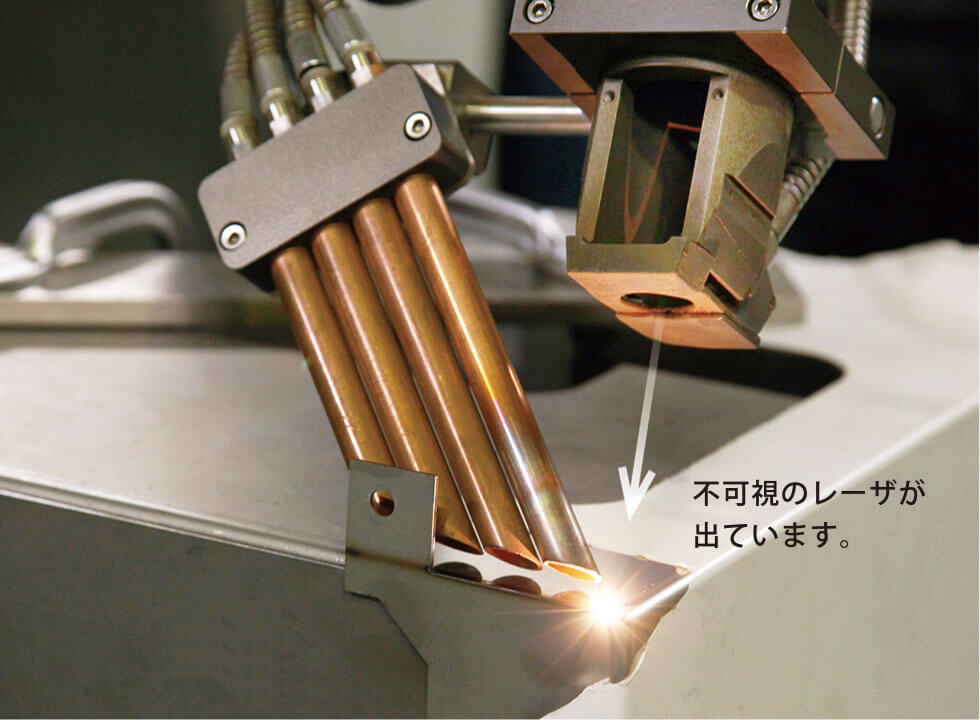
■拡大写真
SUS304 t1.5 突合せ溶接時のビード幅は一定であり、カバーなどの製品の溶接部の仕上がりは美しいものとなります。
多摩電機では、可能な限りきれいで丁寧な溶接を目指しています。
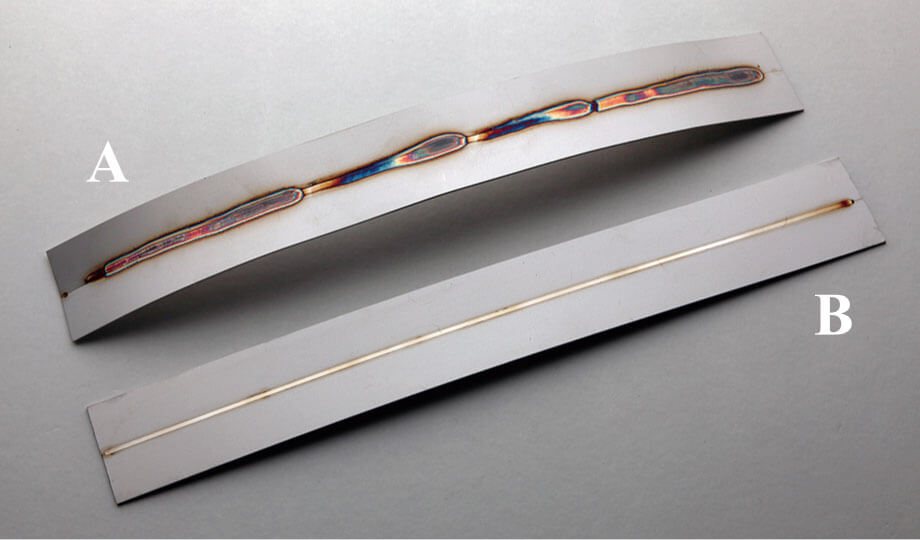
■通常の溶接・レーザ溶接 比較
A :通常の溶接
SUS304 t1.0 TIG手加工による溶接歪サンプル。
歪が比較的大きくなります。
B :レーザ溶接
SUS304 t1.0 YAGロボットによる溶接歪サンプル。
熱密度が高いため、低歪となります。

■レーザ溶接(角部分)
SUS304 t1.0 半引合わせ熱伝導溶接サンプル。溶接ビードがきれいなRになるため、カバーなどの製品ではロボット溶接の恩恵が大きく得られます。また仕上げ作業時間が軽減し、コストダウンへも繋がります。

■レーザ溶接(凹型)
SUS304 t1.5 TIGのトーチが届かない形状でもレーザでは溶接が可能となります。